-
-
 INNOVATIVE CASTINGTECHNOLOGY
INNOVATIVE CASTINGTECHNOLOGY -
-
-
-
SERVIZI INTEGRATI
A Full Scope Approach
Fonderia Boccacci Group is composed by the Cast Iron Foundry and the Machining Shop..
The cast iron castings that we produce are the result of our Research & Development, which allows us to carry out tailor-made projects, created in partnership with our Customers to best satisfy their needs.
For many years our company has developed new materials and production technologies that have allowed us to transform commonly used materials and traditional construction and assembly systems, ensuring better performance and allowing efficiencies in the Customer's assembly and production lines.Our Quality and Production systems guarantee repeatability for the entire range of our production, from “one shot” to series productions, for the entire cycle of activities, consisting of: Pattern Design, Creation of Models and Core Boxes, Creation of Castings, Machining, Painting and complete assembly of the Bill of Materials.
Advanced
Co-design
Co-design
Design Consulting: we offer a tailor-made service to accompany
the customer step by step in the design of the product for both new creation and as a modification, consulting the customer on
the most advantageous and advanced technical solution to guarantee costs, repeatability and quality.
Automatic
Plant
Plant
Our unique in the world automatic plant allows us to produce castings from small sizes up to 7mx2.5m x h1.5m+1.5m.
The automatic plant is integrated with the pattern warehouse, core boxes and moulding boxes. All equipment is on-line and automatically goes into production when needed.

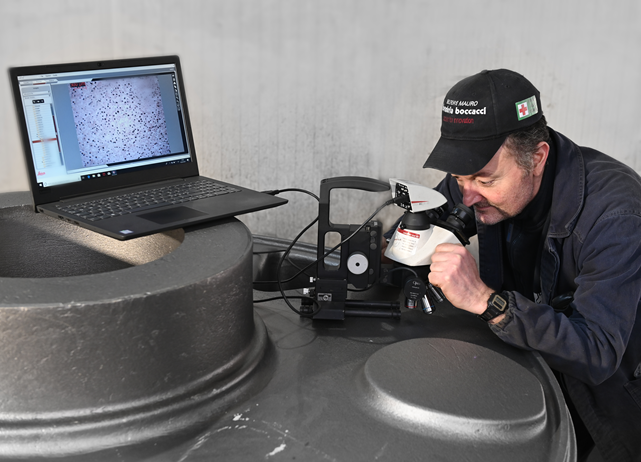
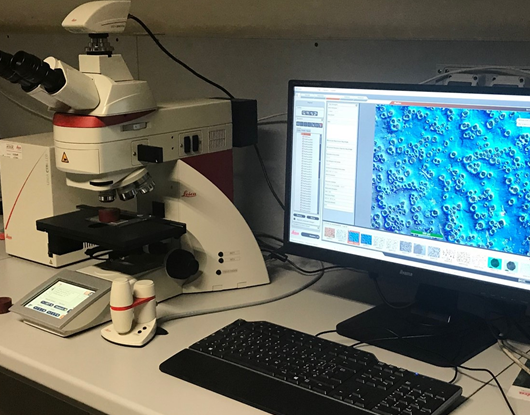
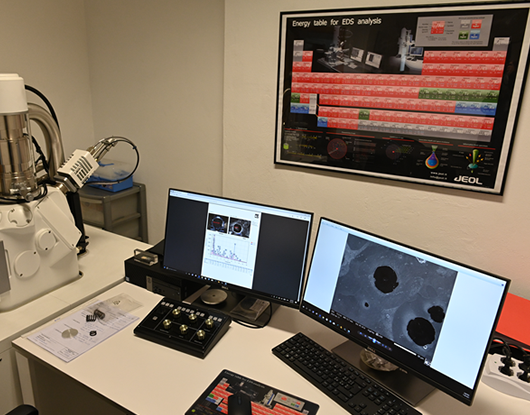
Control
We offer a 360° service of control, for all types of cast iron we produce, with dedicated staff and equipment inside our factory.

Machining
& Assembly
& Assembly
In our in-house Machining Shop we have high precision machining tools to ensure the highest levels of quality, perform all types of required machining
and meet high production capacity criteria.
After processing, we carry out dimensional checks on the parts and, when requested, we proceed with painting and assembly with the Bill of Materials required by our Customer.
After processing, we carry out dimensional checks on the parts and, when requested, we proceed with painting and assembly with the Bill of Materials required by our Customer.
Advanced Co-design
INTEGRATED SERVICES
Advanced Co-design & Development
We offer a tailor-madeservice to accompany the customer step by step in the design of the product both as a new creation and as a modification,
suggesting to the customer the most advantageous and advanced technical solution to guarantee costs, repeatability and quality for castings and machining.
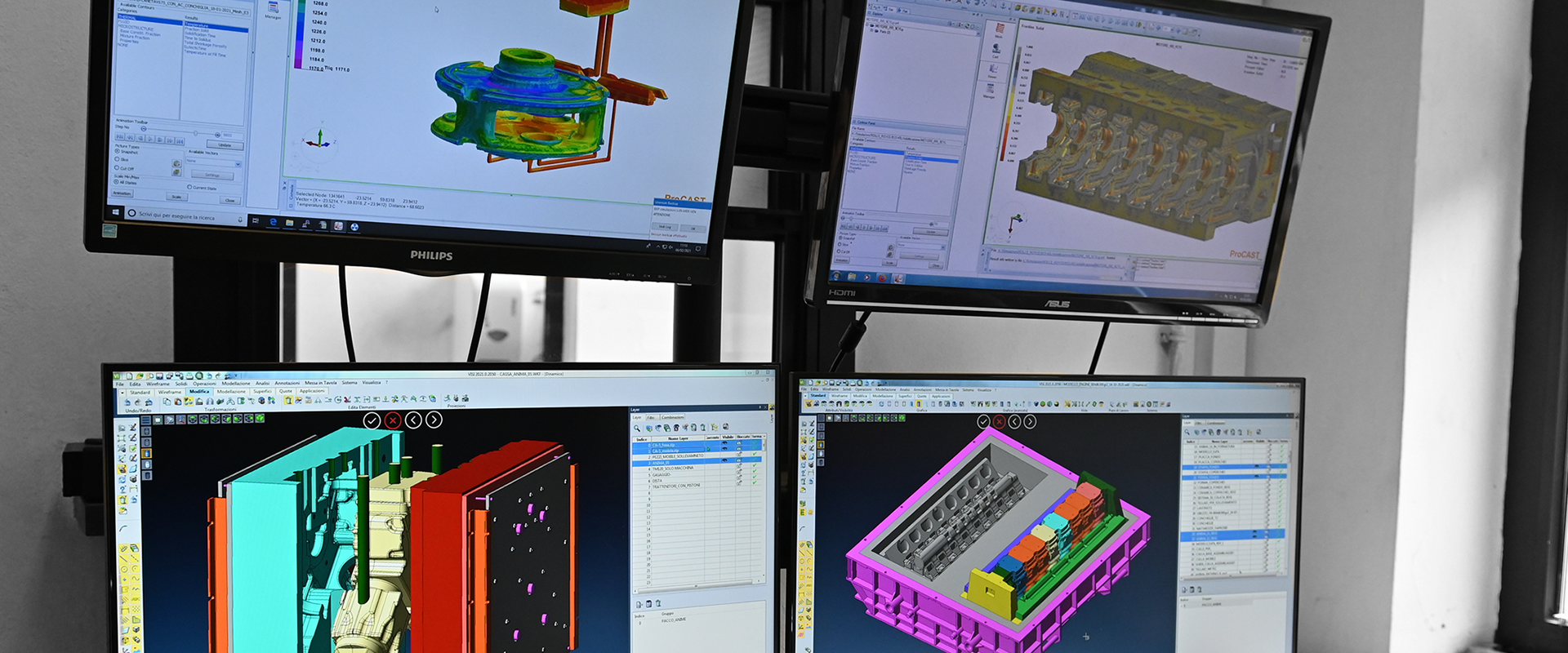
Our technical office consists of four drawing and design stations with access to all types of 2D and 3D formats as well as two stations for pouring simulation.
Design
Consulting
Consulting
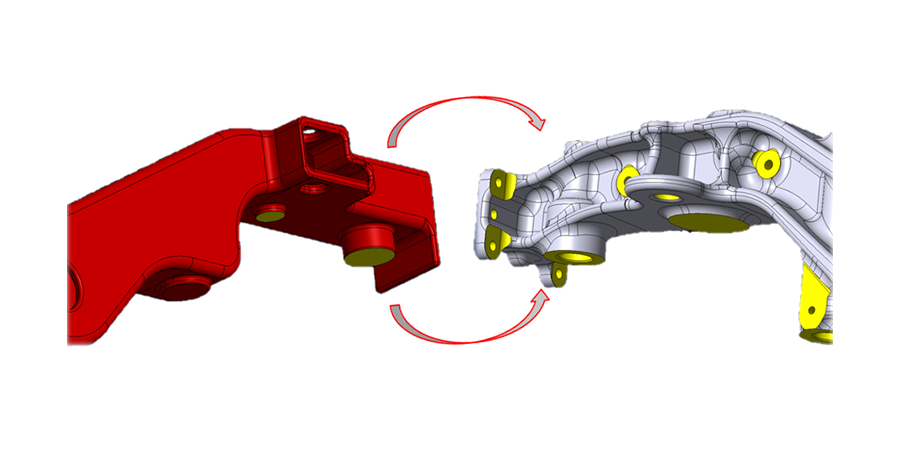
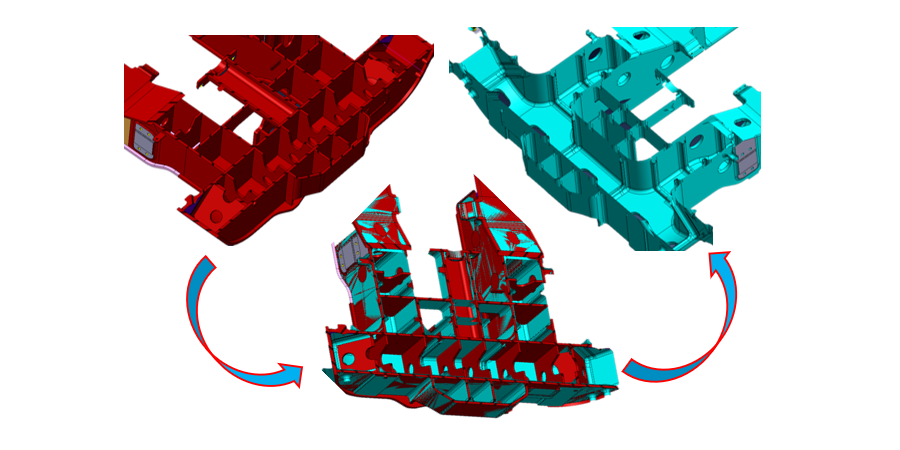
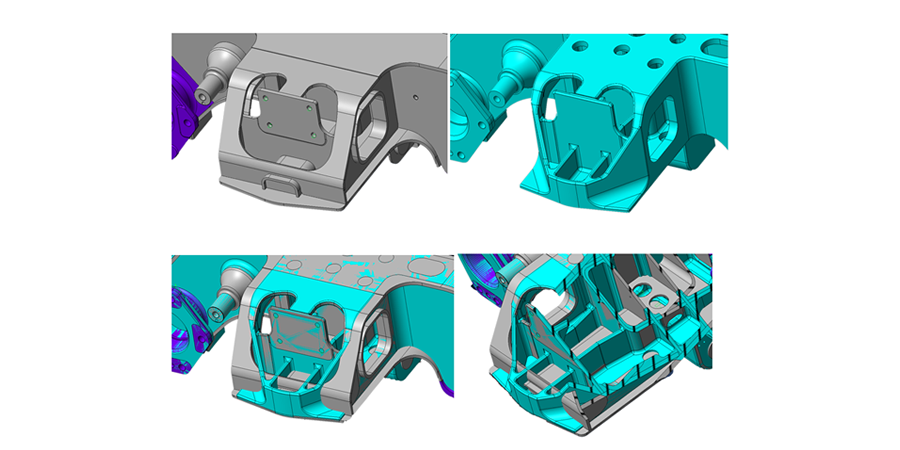
The design is carried out in co-design with our main customers in order to obtain the best economic and manufacturing result, also with the transformation
of the material from composite steel to cast iron, followed by the development of the machining phases.
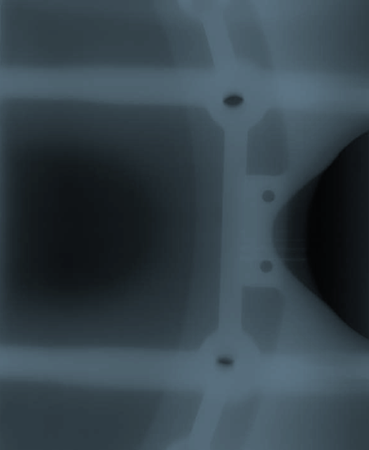
Furthermore, during the design we create the necessary geometries to ensure non-destructive testing.
We manage and carry out the design of the patternl respecting the geometries, interferences and minimum required tolerances deriving from FEM analyses.
Advanced
Simulation
Simulation
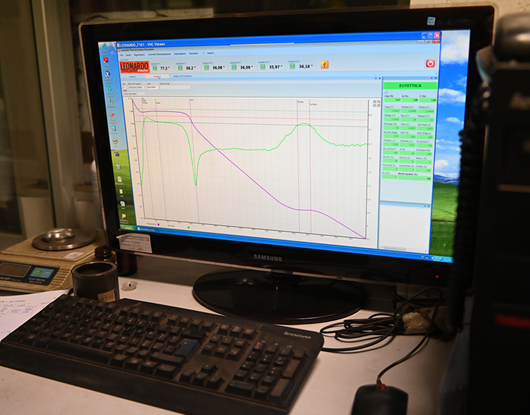
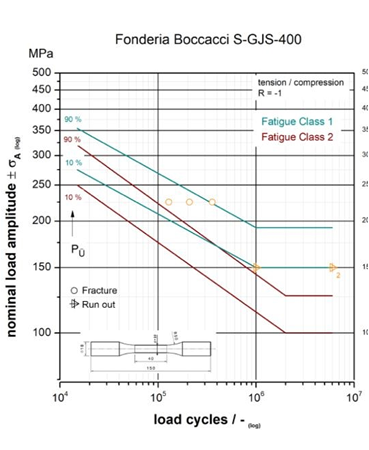
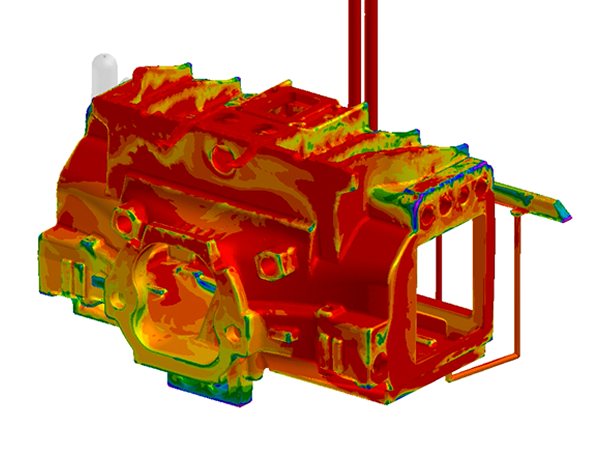
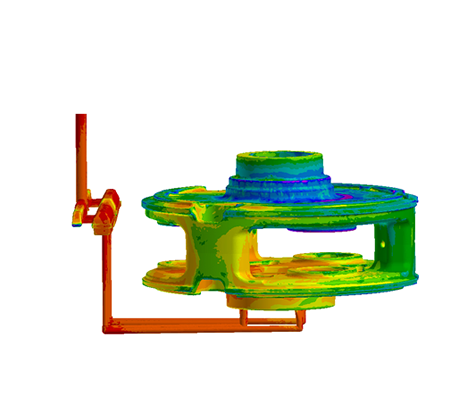
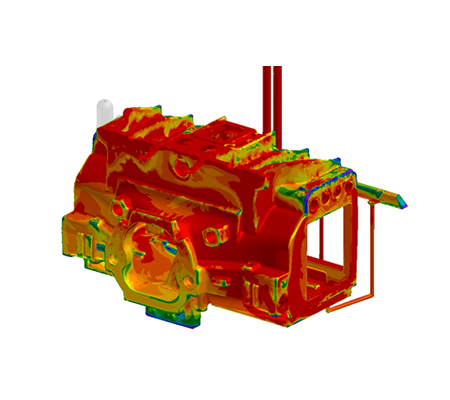
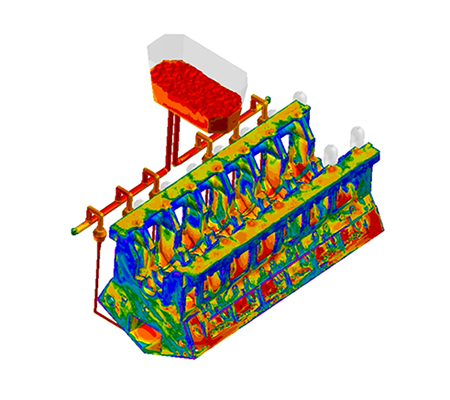
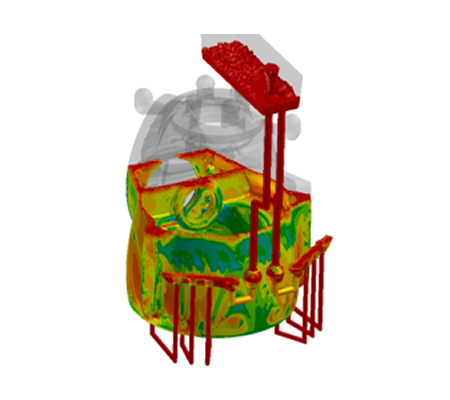
Fonderia Boccacci produces cast parts with complex geometry subject to high stresses.
In our engineering department we use a number of simulation programs to test and support the casting design and casting system before starting production.
To guarantee a complete pre- and post-casting analysis service, we have two stations for simulationswith 64-core clusters , for a complete series of analyses: the cooling simulation allows us to predict the possible emergence of defects, minimize them and prevent them through an iterative process.
Mould filling simulations allow us to accurately model and size our casting system and avoid anomalies during the filling process.
We also perform simulations of filling speed, micro-structure, defects and much more.
To guarantee a complete pre- and post-casting analysis service, we have two stations for simulationswith 64-core clusters , for a complete series of analyses: the cooling simulation allows us to predict the possible emergence of defects, minimize them and prevent them through an iterative process.
Mould filling simulations allow us to accurately model and size our casting system and avoid anomalies during the filling process.
We also perform simulations of filling speed, micro-structure, defects and much more.
Pattern Design &
Creation
Creation
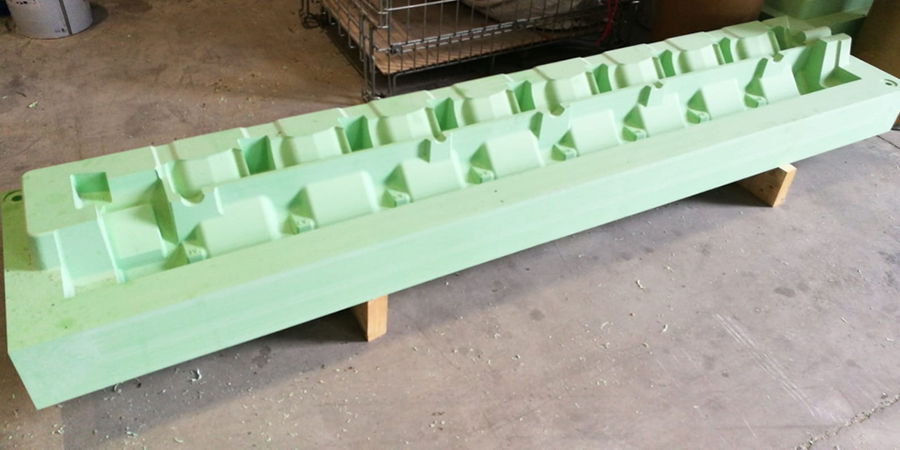
Once the final 3D model has been validated by the customer, it is used to create the model and the related core boxes.
Our network of partner milling shops is equipped with cutting-edge technology such as 5-axis machines capable of guaranteeing maximum precision and perfect replicability of a single pattern.
Our patterns are made of plywood, resin or aluminum and are embedded in molding plates that allow us to introduce the model in our automatic plant.
We have in-house pattern shop for modifications, combined model change and maintenance.

Automatic Plant

INTEGRATED SERVICES
Automatic Plant
Automatic Plant
Our unique in the world automatic plant allows us to produce castings from small dimensions up to a footprint of 7x2.5m for a height of 3m (1.5 + 1.5).
The plant's in-line structure guarantees 100% repeatability of production, in full safety for the operators.
The plant is integrated with the warehouses for patterns, core boxes and moulding boxes. Thanks to our automatic vertical warehouses,
all equipment is in-line and automatically goes into production according to the schedule.
Vertical in-line Warehouses
for Patterns, Core Boxes and Moulding Boxes
for Patterns, Core Boxes and Moulding Boxes
To ensure the best storage conditions for the patterns and core boxes of our customers, we have equipped ourselves with automatic vertical
warehouses for patterns and core boxes, with special safety equipment.
We also have an automatic vertical warehouse for stacking the moulding boxes.
These dynamic warehouses are in-line and are able to supply production equipment on their own according to schedule. Part of the chemical
reactions and cooling cycle takes place off-line in warehouses.

Automated Patterns Warehouse

Automated Core Boxes Warehouse


Automated Moulding Box Warehouse
100% Internal Core
Production
Production
Large size hand produced cores
In the semi-automatic system, all movement is motorized, with three mixers that can simultaneously use different sands according to needs and drying with hot air ovens. The core department communicates and operates with the vertical warehouse dynamically, holding the cores in the warehouse during the chemical reaction and preparing them in time for the call into production.

Shot Cores
Automatic moulding and motorized handling plant with three types of sand and different additives according to the product needs. We have three core shooting machines of 60lt, 120lt, 160lt with both horizontal and vertical core box extraction. The core department communicates and works with the vertical warehouse in total autonomy both for the loading of the core boxes and for the storage of the produced cores.
Mechanized Plant for Manual Core Manufacturing
Core Shooting Plant
Moulding Preparation
and Core Assembly Plant
and Core Assembly Plant
The automatic moulding plant consists of two stations for the preparation of the pouring system. All work instructions are digitized and accessible in real time at the time of preparation. After filling the moulding box, the sand is automatically compacted.
The chemical reaction takes place on 4 levels before arriving at the stripping station which takes place via an automatic manipulator.
The manipulator allows the mould lifting operation without strain on the pattern, allowing a longer life of the pattern without extraordinary maintenance and ensuring repeatability to the gemoetries even after thousands of mouldings. The painting takes place through a mobile platform that allows to reach all areas of the mould in a homogeneous way.
All the moulds are then dried before reaching the underground automatic warehouse waiting for the call-off in one of the 9 assembly bays.
After the assembly of the cores, the closing of the moulding boxes is done with a manipulator on a floating platform to ensure optimal alignment.

Core Shooting Plant

Painting Plant
Melting
Plant
Plant
Static Pour
The melting plant is composed of medium frequency duplex furnaces with a capacity of 20 Tons/hour
and two low frequency furnaces of 15 and 5 T.
During casting, special raised platforms allow the operator to pour safely and ensure accurate control of all phases.
During casting, special raised platforms allow the operator to pour safely and ensure accurate control of all phases.

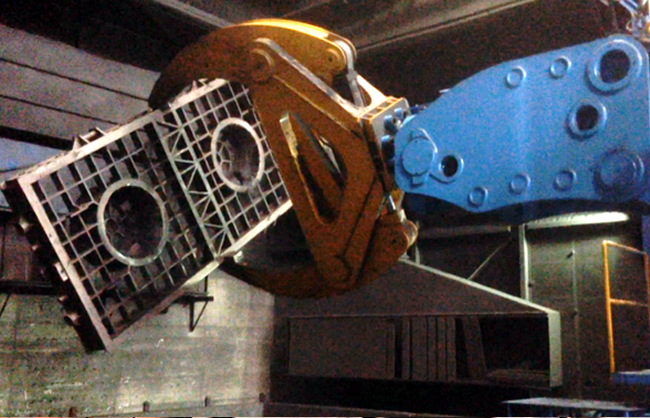
Large Mouldings Casting Line
Centrifugal Casting Line
2 vertical centrifuges and one horizontal shell centrifuge.
The shells with elliptical geometry are finished and painted with a robotic system.
The shells with elliptical geometry are finished and painted with a robotic system.

Centrifugal Casting Line
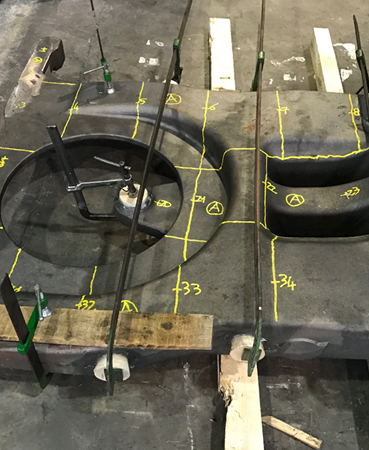
Shake Out
The 8mx8m shakeout plant is currently the largest in Europe.
A manipulator is used to move the moulding boxes and allows to operate safely without damaging the castings.